Teilprojektbeschreibung
Lehrstuhl für Umformtechnik und Gießereiwesen (UTG)
TP 4
-
Wechselwirkungen thermischer Phänomene mit der Bildung adiabatischer Scherbänder beim HGSS
Erste Untersuchungen deuten auf einen Zusammenhang zwischen dem schnellen Temperaturanstieg in der Schneidzone und der Ausbildung adiabatischer Scherbänder (ASB) beim Hochgeschwindigkeitsscherschneiden (HGSS) hin. Bislang gibt es keine systematische instantane und in situ Temperaturmessung beim HGSS, die es ermöglicht die Wechselwirkungen thermischer Phänomene mit der Bildung von ASB zu untersuchen.
Im Fokus von Teilprojekt 4 steht daher die wissenschaftlich fundierte Beantwortung der Frage, wie die maximalen Prozesstemperatur und der Thermoschocks, also die Temperaturrate in Zusammenhang mit der Wärmeausdehnung, in Wechselwirkung mit der Schmelztemperatur des Blechwerkstoffes und des mechanischen Auftreffstoßes die Ausbildung von ASB beeinflussen (Abb. 1). Voraussetzung hierfür ist die Messung der Temperatur und Temperaturrate über den gesamte HGSS Prozess hochaufgelöst und verzögerungsfrei.
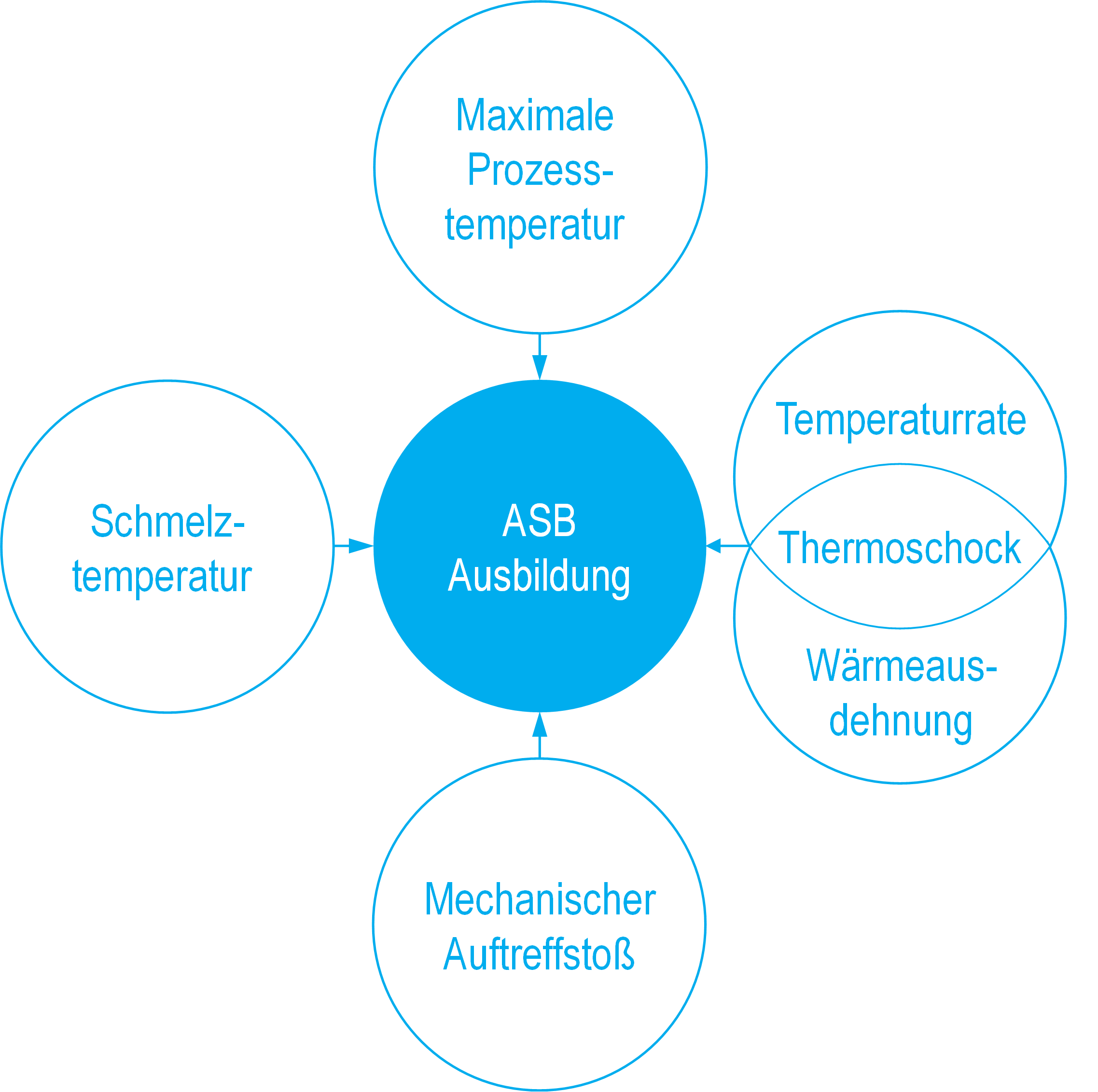
Abbildung 1. Forschungshypothese von TP4.
In TP4 werden Anschnittgeschwindigkeiten bis 1 m/s betrachtet, um die material- und prozessparameterspezifischen unteren Grenzen für die Ausbildung adiabatischer Scherbänder zu bestimmen. Dazu wird ein Werkzeug zum Einsatz auf konventionellen Schnellläuferpressen entworfen. Dieses soll die Temperaturmessung mittels Werkzeug-Werkstück-Thermoelement direkt an der Scherzone ermöglichen (Abb. 2). Ergänzt werden die Daten durch Dehnungs- und Dehnratenbestimmung mittels Hochgeschwindigkeitskamera und Optical-Flow-Methode. Mithilfe von Schneidversuchen an niedrigschmelzende Werkstoffe bei sehr hohen Dehnraten wird die Verknüpfung von Thermoschock und Schmelztemperatur herausgearbeitet.
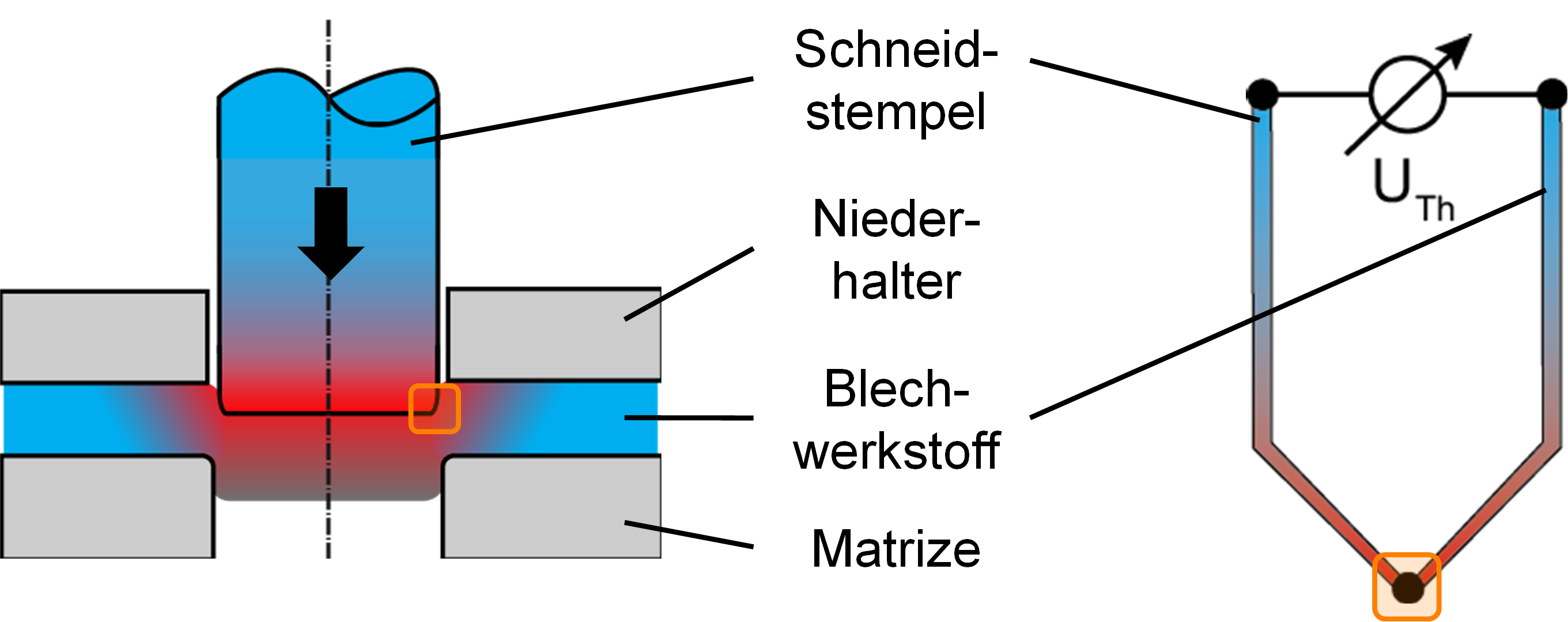
Abbildung 2. In situ Temperaturmessung beim Scherschneiden.
Die in TP4 aufgenommene Temperaturdaten dienen als Eingangsgröße für die Prozesssimulation und zur Untersuchung von Wärmeleitungsphänomenen. Mithilfe der Schneidergebnisse im unteren Dehnratenbereich und einer enge Verknüpfung mit den anderen Teilprojekten der Forschungsgruppe ermöglichen die Ergebnisse die Modellbildung für die Beschreibung der unteren Prozessgrenzen für die Ausbildung von ASB und die gezielte Einstellung der Schnittfläche.
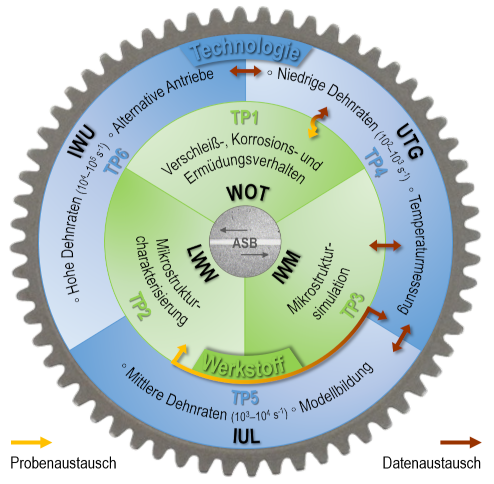
Vernetzungsschaubild von TP4 mit den wichtigsten Proben- und Datenaustauschpfaden
Teilprojektbeschreibung
Kontakt
Univ.-Prof. Dr.-Ing. habil. Thomas Lampke
TU Chemnitz
Professur Werkstoff- und Oberflächentechnik
09107 Chemnitz
Telefon: +49 (0) 371 / 531-36163
Telefax: +49 (0) 371 / 531-23819